

Tváření plechů
Procesy, aplikace, zajištění kvality
Tváření plechů lze použít v různých průmyslových oblastech. Používají se různé počítačem řízené výrobní procesy. Tyto výrobní procesy jsou optimálně přizpůsobeny různým materiálům, tloušťkám materiálu a dalším důležitým faktorům.
Tváření plechů: definice a obecné informace


Tváření se obvykle provádí pomocí speciálních elektronicky řízených strojů, jako jsou lisy, ohýbačky a kladiva. Mnohé z nich jsou vhodné pro více výrobních procesů v závislosti na integrovaném nástroji. Mezi materiály nejčastěji používané při tváření plechů patří ocel, měď, hliník a slitiny hliníku a mědi (kované slitiny). Rozlišují se podle
- teplotami při tváření za studena, za tepla a při horkém tváření
- typu obrobku mezi tvářením plechu a objemovým tvářením
- typem mechanického namáhání, ke kterému dochází podle DIN 8582
- tažného tváření (délky, hloubky, šířky)
- tlačného tváření (volné tváření, válcování)
- tažného tlakového tváření (hluboké tažení, protahování)
- smykového tváření (posun, kroucení)
- ohybového tváření (ohýbání, volné ohýbání, otočné ohýbání)
Kromě toho existují speciální procesy pro tváření plechů, jako je kalení lisováním a flexform. Pro tváření plechů se obvykle používají rovné plechy, které se obvykle zpracovávají tvářením za studena. Trojrozměrné velké a těžké polotovary se upravují pomocí objemového tváření. Tento proces zahrnuje tváření za studena nebo za tepla. Mezi běžně používané výrobní postupy patří ohýbání, válcování, rázové protlačování a vytlačování.
Existují různé procesy tváření plechů, které lze použít v závislosti na zatížení obrobku. Jednou z možností je tváření tahem a tlakem (DIN 8584), které vytváří současné tlakové a tahové zatížení s různými směry působení. Důležitou podskupinou tohoto procesu je hluboké tažení. Při něm se ploché plechy táhnou do dutých forem za účelem výroby dutých těles, jako jsou plechovky, helmy a díly karoserií automobilů. Podle DIN 8585 se plech při tahovém tváření natahuje a dutá tělesa se rozšiřují působením tahového napětí. Naproti tomu při ohýbání (DIN 8586) se tváření provádí především samotným ohýbáním. Otáčivého ohýbání se dosahuje rotačním pohybem upnutého nástroje a volného ohýbání přímočarým pohybem upnutého nástroje. Při válcování se naopak kov tvaruje pomocí rotujících válců.


Při smykovém tváření (tváření převažujícím smykovým napětím, DIN 8587) vykonává nástroj buď rotační, nebo přímočarý pohyb. Otáčení se používá k výrobě vrtulí a vrtáků, zatímco posuv se používá k výrobě klik. Tlakové tváření (DIN 8583) se provádí například jako válcování (výroba plechů a desek) nebo volné tváření (kování s otevřenou zápustkou). V závislosti na použitém procesu tváření plechu se změna tvaru dosahuje buď speciálními pohyby nástroje (ohýbání), nebo tím, že následný tvar vzniká v nástroji jako negativ (zápustkové kování, válcování).
Tváření plechu je ideální pro hromadnou výrobu. Forma se však z polotovaru neobrábí se stoprocentní přesností. Aby bylo možné získat pasující hotový díl, musí být obrobek znovu opracován, např. broušením. Většina procesů tváření plechu dosahuje přesnosti mezi IT16 a IT12. Přesné procesy umožňují dokonce přesnost IT8 nebo IT6. Takzvaný proces Flexform (fluidní tváření) je mimořádně hospodárný, rychlý a všestranný proces tváření plechu. Používá se proto pro malosériovou výrobu a vývoj prototypů. Na fluidních lisech se vyrábějí komponenty pro letecký a automobilový průmysl a jejich subdodavatele.
Tloušťky zpracovávaných plechů se pohybují od 0,1 mm do více než 16 mm. Speciální lisy s nízkými nároky na údržbu a snadnou obsluhou umožňují obzvláště dobrou regulaci tlaku u malých obrobků a výrazné omezení ručního přepracování. Některé z vysokorychlostních fluidních lisů produkují až 120 dílů za hodinu. Pomocí procesu Flexform lze vyrábět i složité geometrie s přísnými tolerancemi a bezchybnými povrchy pomocí jediné formy.
Oproti řeznému obrábění má tváření kovů tu výhodu, že materiál je optimálně využit: Nevzniká žádný kovový odpad. Obrobek má navíc vláknitou strukturu vhodnou pro danou aplikaci. Výsledkem jsou tažené díly a další součásti s vysokou pevností a nosností při stejné hmotnosti. Při frézování je naopak orientace vláken citlivá na namáhání, protože při frézování vzniká v součásti mnoho malých zářezů. Tvářecí nástroje se vyplatí pouze pro velkosériovou výrobu. Frézování lze ekonomicky využít již pro jednotlivé díly a malé série.
Metody tváření plechů a jejich výhody a nevýhody
Tváření za studena probíhá pod teplotou rekrystalizace. Při tváření za tepla se příslušný obrobek zahřeje na teplotu, která je rovněž nižší než teplota rekrystalizace (600 až 950 °C). Horké tváření se provádí zahřátím zpracovávaného materiálu tak, aby byla překročena teplota rekrystalizace.
Tvářením za studena se materiál zpevní, takže jej lze přesněji obrobit. Speciální struktura vláken znamená, že hotový díl odolává vysokému mechanickému zatížení, což je ideální pro výrobu bezpečnostně důležitých součástí v leteckém a automobilovém průmyslu. Tváření za tepla kombinuje výhody obou metod. Používá se k výrobě kovaných dílů z ocelových slitin, u nichž není možné použít tváření za studena. Kované díly se vyznačují nízkými rozměrovými tolerancemi, homogenním povrchem materiálu a pouze minimálním odlupováním a někdy i náročnější geometrií.
Horké tváření (kování za tepla) je energeticky velmi náročný proces, který je vhodný pro tváření různých kovů. Při této technice tváření se dosahuje teplot mezi 1100 °C (ocelové slitiny) a 1300 C (železo). Při těchto teplotách vzniká drsný povrch. Po ochlazení obrobku dochází ke smršťování materiálu. Při tváření za tepla není nutné obrobek nutně zahřívat. V závislosti na kovu může stačit i pokojová teplota.
Software pro tváření plechů a simulaci
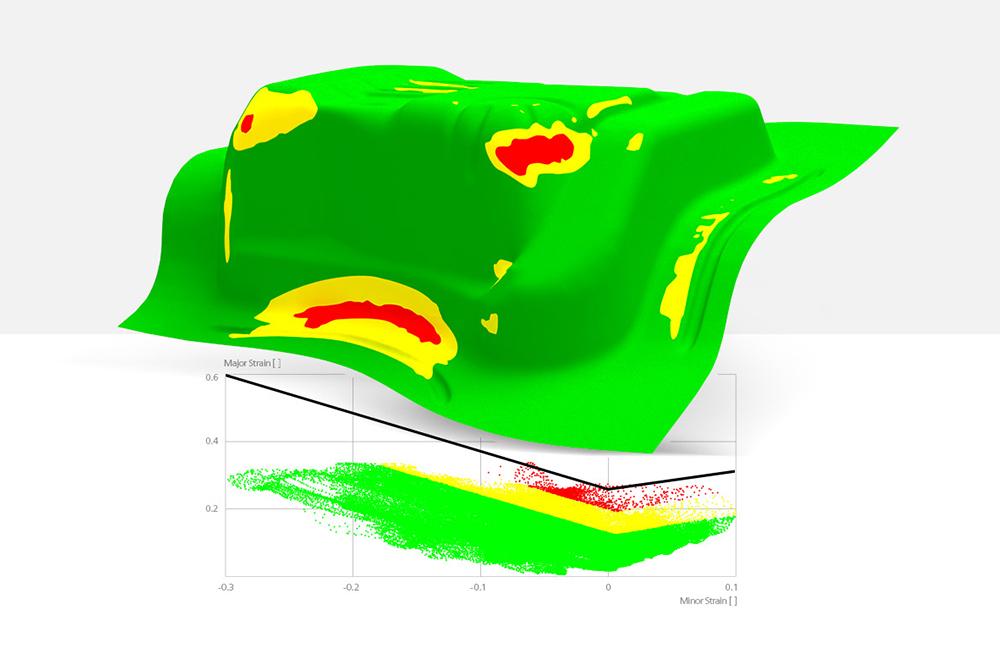
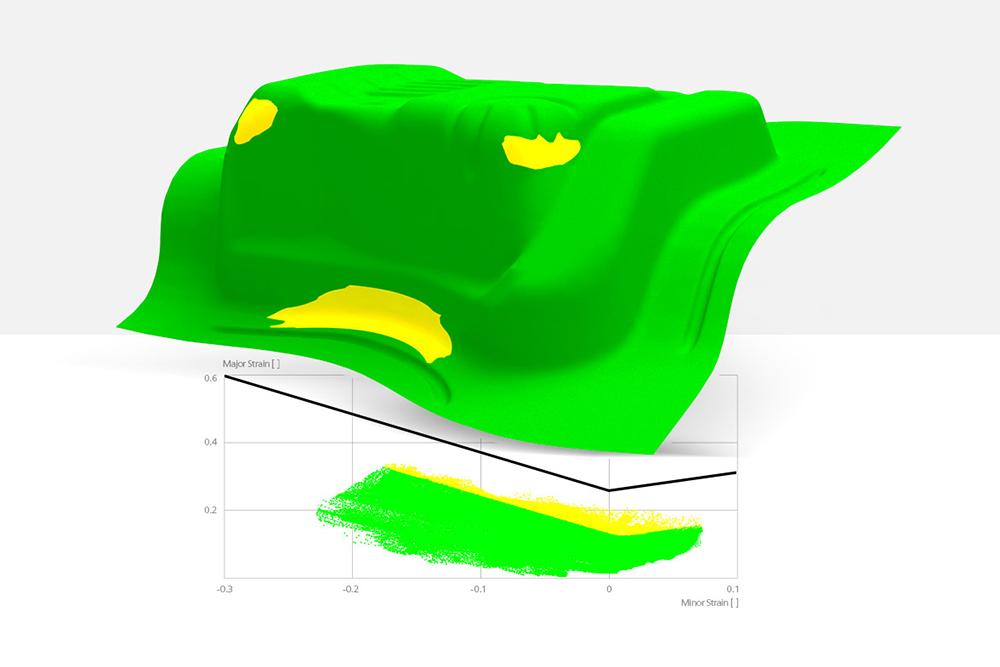
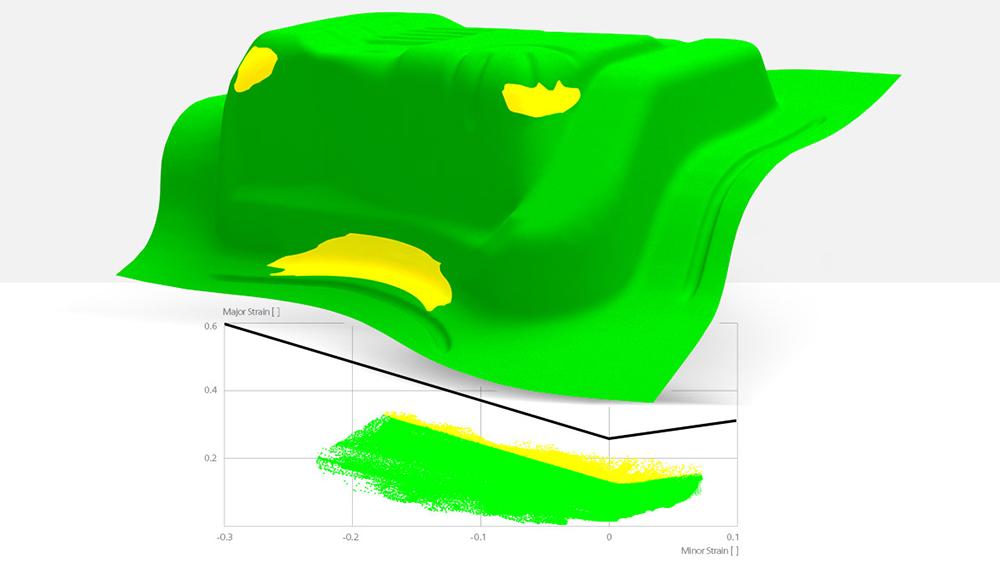
Stejně jako jiné oblasti výzkumu, i moderní technologie tváření využívá simulaci. K tomuto účelu se používají různé softwarové programy. Vizuálně simulují tváření kovů, provádějí výpočty a vizualizují výsledky. Díky integrovanému digitálnímu plánování procesu lze přesně předvídat možné chyby a zlepšovat technické procesy a využití materiálu. Simulační software analyzuje tváření plechů z hlediska kvality, funkčnosti, nákladů a doby průchodu a vyhodnocuje získané výsledky. Uživatel se také dozví, jak je třeba konstrukci změnit, aby byly splněny požadavky na kvalitu.





V jakých průmyslových odvětvích se používá tváření plechů?
Na co je třeba dbát při ohýbání plechu
Při ohýbání plechu působí síla rovnoměrně lineárně nebo bodově. Stupeň tváření závisí na síle tohoto ohybového momentu. Razicí stroje, ohýbačky na kulato a ohraňovací lisy umožňují různé typy ohýbání a tváření. U ohraňovacího lisu tlačí nástroj na plech určitou silou. Stejně velká síla působí v opačném směru v místě dotyku. Dvojice sil musí být dostatečně silná, aby trvale změnila tvar plechu. Aby toho uživatel v průmyslu dosáhl, musí vědět, do jaké míry daný kovový materiál odolává namáhání a jak se chová při působení síly. Aby došlo k trvalé změně tvaru, musí působící síla překročit rozsah pružné deformace.
Roli hraje také složení materiálu a pevnost v tahu. Ta rovněž nesmí být překročena, aby nedošlo k poškození materiálu. Pro výpočet požadované lisovací síly musí být známa délka ohranění. Ta se zvyšuje úměrně délce ohybu. Dále je třeba znát tloušťku materiálu, úhel ohybu a směr válcování. Větší tloušťky materiálu obecně vyžadují větší poloměry ohybu. Protože pokud nástroj nedosáhne minimálního poloměru ohybu, může se obrobek zlomit, prasknout na vnější straně a vytvořit rýhy na vnitřní straně.







